欢迎光临~合乐hl8·(中国)官方
语言选择:




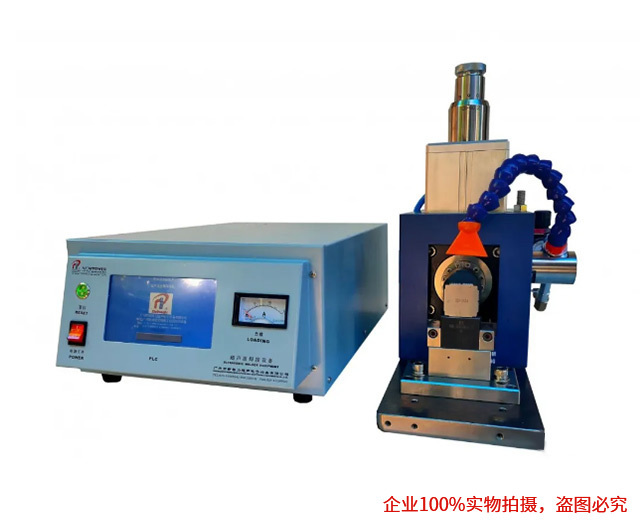
(1)常用基材为6系或7系铝,焊新面不允许有振纹,断差,焊接面不能残留油污或其它脏污,杂质点,毛丝;
(2)铜片材质压延铜 ,含铜量99.95%,常用材料厚度为38+3UM ,单面镀金,镀金面朝上,镀金厚度10-20uim;
(3)背胶厚度10um 焊接治具和焊头: 焊接治具,底面支撑使用硬质材料,如铝合金或不锈钢,不可使用电木,产品必须压紧与底坐贴合。焊接部位局部支撑,固定方式为真空或气缸压,盖板可以用电木或亚克力板。 焊头,材质为高速粉末钢,62-64HRC,焊接面积4*4mm。



联系人:陈经理
手机:18024129989
电话:0757-22801008
邮箱:alexbenz@newpower.cn
地址: 广州市天河区燕领路燕桥大厦2212室